
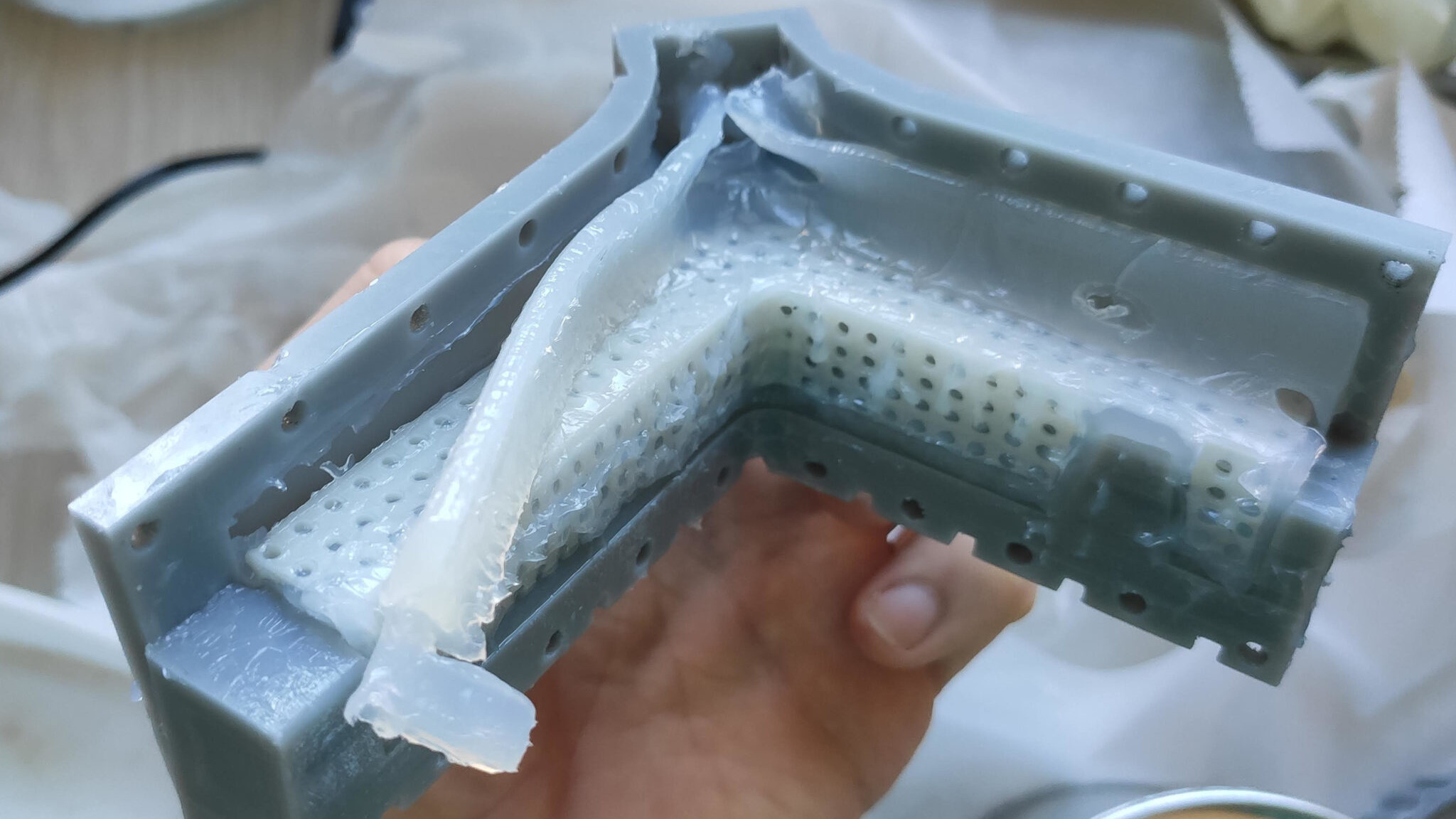
Casting elements in silicone is great, and 3D printing in resin is excellent for creating cleanse designs, so it’s purely natural for an enterprising hacker to want to put the two together: 3D print the mildew, pour in the silicone, receive pieces! But silicone’s curing approach can be inhibited by impurities. What’s remedy inhibition? It is a gross mess as proven in the impression previously mentioned, which is what it is. Unfortunately, SLA-printed resin molds are notorious for leading to precisely that. What is a hacker to do?
For starters: there are tin-overcome and platinum-treatment silicones, and for the most component tin-cure silicone will work just fantastic in resin-printed molds. Platinum-remedy silicones have superior homes, but are significantly additional vulnerable to get rid of inhibition. Most workarounds depend on incorporating some sort of barrier coating to molds, but [Jan Mrázek] has a inexpensive and scalable approach of avoiding this difficulty that we have not found in advance of.

[Jan] goes into a ton of good element about this problem and his effects, but here’s the limited version: immediately after meticulously cleansing the resin printed mould to make sure completely no uncured resin is remaining on the surface area, he submerges the print in water. The print (sitting in the drinking water bath) is exposed to external UV curing for 30 minutes, adopted by a 6 hour soak in the drinking water. Right after this, the drinking water is modified and the procedure recurring. That appears to be all that is necessary to finish up with an SLA-printed resin mold that doesn’t inhibit silicone curing. It appears very simple, but having there was something but.
That approach applies very best to thick-walled molds there is a 2nd approach for slim-walled molds with fantastic functions. Why? Mainly because resin prints take up drinking water to some degree. A thick-walled print will not care a great deal, but a skinny-walled one simply cannot sit in a h2o bath for 12+ hours without expanding and deforming at least a minimal. To offer with that, [Jan] seals modest prints with a slender layer of acrylic (PMMA) following the preliminary cleansing.
Coating something in a high-quality layer of acrylic is much easier than it could seem. [Jan] merely dissolves a small piece of distinct acrylic in a amount of acetone. Acetone is a weak solvent for acrylic, but it is commonly out there and it does function if offered a number of hrs. Once a roughly 1% solution is built, simply just dip the cleaned and dried resin portion into the alternative, allow it to dry absolutely, then repeat. As a bonus, molds handled with an acrylic dip do not require a release agent: silicone merely refuses to stick.
As typical, [Jan] provides loads of pictures and particulars of what did and did not perform as he zeroed in on a system. Nonetheless, he does accept that there however continue being variables he has not been ready to detect or manage. His procedure is over-all a excellent success, but about 5% of the time, curing will be inhibited for no evident purpose. So for now, he always checks a new mold with a smaller total of silicone to verify for overcome inhibition right before committing to anything at all cleaning cure-inhibited silicone is a serious pain.
[Jan] does a good deal of casting of pieces in silicone, so this difficulty is one thing he’s certainly invested in. We constantly really like to see the strange ways and fine consideration to detail [Jan] provides to all types of areas connected to SLA printing in resin, regardless of whether it’s figuring out how to boost dimensional balance, or building and making use of flexible create plates ahead of they have been awesome.
